 हिन्दी
हिन्दी English
English lugha ya Kiswahili
lugha ya Kiswahili  Монгол хэл
Монгол хэл  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Italiano
Italiano  한국어
한국어  Malay
Malay  Türkçe
Türkçe  العربية
العربية  Indonesia
Indonesia  تمل
تمل  український
український  فارسی
فارسی  Latine
Latine  Azərbaycan
Azərbaycan 

उत्पादों







शहतीर रोल पूर्व
छतों और दीवारों को सहारा देने के लिए एक महत्वपूर्ण भवन ढांचे के रूप में, शहतीर हल्के वजन और टिकाऊ होते हैं। उन्नत पर्लिन रोल पूर्व में अक्सर स्वचालित आकार समायोजन, सामग्री फीडिंग और छिद्रण क्षमताओं जैसी विशेषताएं शामिल होती हैं, जो उनकी बहुमुखी प्रतिभा और उत्पादकता को बढ़ाती हैं।
जांच भेजें
उत्पाद वर्णन
उत्पाद पैरामीटर
|
वस्तु |
पैरामीटर |
|
द्रव्य का गाढ़ापन |
1.5-2.0 मिमी |
|
दूध पिलाने की चौड़ाई |
125-422 मिमी |
|
मोटर चलाना |
11 किलोवाट |
|
हाइड्रोलिक स्टेशन पावर |
5.5 kw |
|
रोलर सामग्री |
45# स्टील, हीट-ट्रीटेड, हार्ड क्रोम कोटेड |
|
दस्ता व्यास |
70/55 मिमी |
|
गठन स्टेशन |
13 स्टेशन |
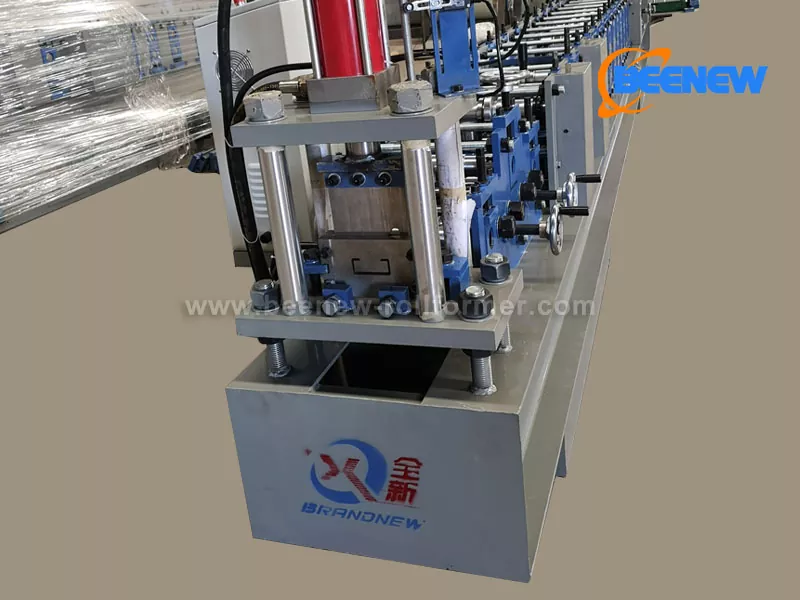
उत्पाद की तस्वीर

विशेषताएँ
शहतीर मशीन सामग्री को आवश्यक शहतीर प्रोफाइल, जैसे सी, जेड या यू आकार में बना सकती है। यह तकनीक उत्पादन में उच्च परिशुद्धता, दक्षता और स्थिरता सुनिश्चित करती है। उपरोक्त सुविधाओं को सुनिश्चित करने वाली उच्च तकनीक और उच्च स्तर के स्वचालन के साथ बीन्यू रोल फॉर्मर। बस आपके लिए आवश्यक पर्लिन की संख्या और लंबाई दर्ज करें। पीएलसी नियंत्रण प्रणाली तब मशीन को स्वचालित रूप से चला सकती है।
विवरण
पूरी शहतीर बनाने की मशीन में गाइडिंग और लेवलिंग डिवाइस, प्री-शियर और पंचिंग डिवाइस, मुख्य रोलिंग मिल, पोस्ट शीयर और पीएलसी कैबिनेट शामिल हैं।
-गाइडिंग और लेवलिंग डिवाइस: शीट इंट्रोडक्शन डिवाइस, दोनों तरफ एडजस्टेबल गाइडिंग डिवाइस, लेवलिंग रोलर्स और अन्य घटक। लेवलिंग के लिए ऊपरी तीन और निचले चार लेवलिंग रोलर्स की संरचना को अपनाना।

-प्री-शियर और पंचिंग डिवाइस:
पूंछ काटने के लिए हाइड्रोलिक फ्रंट शीयर; हाइड्रा-पंचिंग डिवाइस को काटते समय रुकने की आवश्यकता होती है। पंचिंग मोल्ड्स की संख्या ग्राहक की उत्पादन आवश्यकताओं के अनुसार अनुकूलित की जाती है

-मुख्य रोलिंग मिल: बनाने के लिए 13 स्टेशन; सभी शाफ्ट और रोलर्स ठोस और बारीक संसाधित हैं; यदि दबाई जाने वाली सामग्री की ताकत और मोटाई विशेष है, तो रोलर्स की सामग्री उच्च शक्ति और विशेष उपचार के साथ मोल्ड स्टील से बनी होगी।

-पोस्ट कतरनी: बनाने के बाद कतरनी; सार्वभौमिक कतरनी, तीन-ब्लेड संरचना, ब्लेड की चौड़ाई और ऊंचाई समायोज्य; ब्लेड सामग्री CR12MVO;

-पीएलसी कैबिनेट.
संपूर्ण ओमेगा रोल बनाने की मशीन को मानव-मशीन इंटरफ़ेस के साथ पीएलसी द्वारा नियंत्रित किया जाता है। ऑपरेटर सेट प्रोग्राम (प्रोग्रामयोग्य नियंत्रण) के माध्यम से स्वचालित रूप से चलता है और नियंत्रण प्रक्रिया की निगरानी करता है, जिससे ऑपरेटर को उत्पादन लाइन को नियंत्रित करने और नियंत्रण मापदंडों को संशोधित करने का एहसास होता है, और उपकरण चलने की स्थिति, चलने वाले पैरामीटर और गलती संकेत की वास्तविक समय की निगरानी होती है। भागों की लंबाई की डिजिटल सेटिंग, भागों की लंबाई को समायोजित किया जा सकता है। उपकरण परिचालन स्थिति और दोष संकेत की वास्तविक समय की निगरानी।

हॉट टैग: पर्लिन रोल फॉर्मर, चीन, निर्माता, आपूर्तिकर्ता, फैक्टरी
जांच भेजें
कृपया नीचे दिए गए फॉर्म में अपनी पूछताछ देने के लिए स्वतंत्र महसूस करें। हम आपको 24 घंटों में जवाब देंगे।








X
हम आपको बेहतर ब्राउज़िंग अनुभव प्रदान करने, साइट ट्रैफ़िक का विश्लेषण करने और सामग्री को वैयक्तिकृत करने के लिए कुकीज़ का उपयोग करते हैं। इस साइट का उपयोग करके, आप कुकीज़ के हमारे उपयोग से सहमत हैं।
गोपनीयता नीति